|
Before
This company is a manufacturer of electrical, mechanical and telecommunication supports. Its manufacturing facility specializes in the racks, runway and related component kits used in the telecommunications industry.
Until the new system was installed just over a year ago, the facility had no conveyor materials handling equipment in place. "Basically, we were building loads on the floor and moving everything around by forklift truck," recalls the facilities engineer. "After we built a pallet load, we would have to wait around for a forklift and driver to move it before we could start working on the next order."
Management recognized that it needed to address the situation. Working with their Hytrol Integration Partner, the company embarked on a major expansion and upgrade to the facility. |
After
The new conveyor system has resulted in an operation that is not only more productive, but also more ergonomic.
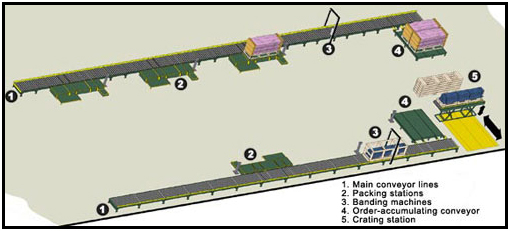
Material flow at the manufacturing center is now streamlined and efficient � and manual handling is kept to a minimum. Pallet loads are built at the packing stations, located adjacent to the two main takeaway lines. When the loads are completed, heavy-duty transfers move them from the drag chain conveyor and onto the takeaway line, a chain-driven live roller conveyor. On the north line, which is dedicated to OEM customers, the loads move through the banding station and are then transferred onto an order-accumulating conveyor. On the south line, the loads go through the banding station and then move either to the order-accumulating conveyor or to the specialized crating station. After crating, the orders are moved back to the order-accumulating unit. |